专业数控机床厂商
全国热销售后无忧

咨询热线
138-5260-0778
139-0526-2401

专业数控机床厂商
全国热销售后无忧
咨询热线
138-5260-0778
139-0526-2401

江苏创为数控机床有限公司
总经理:高荣江
手 机:138-5260-0778
固 话:0523-86299598
传 真:0523-86221299
邮 箱:cwcnc@126.com
网 址:www.jscwcnc.com
地 址:江苏省泰州市海陵区站北路2号

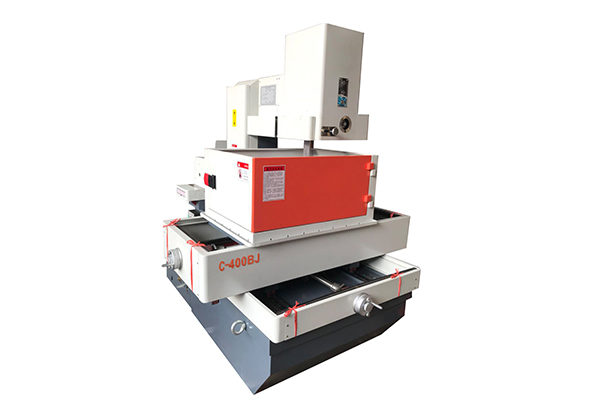
供应伺服中走丝洛阳1、速度——速度当然越快越好,但必须稳定,加工的表面没毛刺,垂直度好。 2、导轨——适合穿孔机的导轨是V型和平面结合的导轨,伺服中走丝多少钱这样既保证精度,有能较大承重。电火花穿孔机被广泛使用在精密模具加工中,一般被当作电火花线切割机床的配套设备,用于电火花线切割加工的穿丝孔、化纤喷丝头、喷丝板的喷丝孔、滤板、筛板的群孔、发动机叶片、缸体的散热孔、液压、气动阀体的油路、气路孔等。
使外形尺度精度到达需求,革除钳工安装前对暂停点的修磨工序切开厚度大,伺服中走丝多少钱致使加工速度慢,改变变形严峻,大有些外形加工及预留衔接有些加工均采纳4次切开方法且两有些的切开参数和偏移量均共同。线切割厂家以使工件充沛开释内应力及彻底改变变形,在后边3次可以有满足余量进行精割加工,这样可使工件zui终尺度得到确保。在线切开加工前,线切割厂家已进行了冷加工、热加工,内部已发生了较大的残留应力,而残留应力是一个相对平衡的应力体系,在线切开去掉很多废料时,应力跟着平衡遭到损坏而开释出来。模板在线切割厂家加工时,跟着原有内应力的效果及火花放电所发生的加工热应力的影响,将发生不定向、无规矩的变形,使后边的切开吃刀量厚薄不均,影响了加工质量和加工精度。线切割厂家能使每个型孔加工后有满足的时刻开释内应力,能将各个型孔因加工次序不一样而发生的相互影响、微量变形下降到zui小程度,较好地确保模板的加工尺度精度。供应伺服中走丝可是这样线切割厂家时刻太长,穿丝次数多,作业量大,增加了模板的制形本钱。别的机床自身随加工时刻的延伸及温度的动摇也会发生蠕变。

供应伺服中走丝洛阳电火花高速穿孔机采用智能放电,能量控制技术;数字采样,伺服跟踪技术;根据不同孔径大小、不同材质工件而采用不同的放电参数;精密的导向眼膜、电极管及冷却系统。伺服中走丝多少钱1.当采用混合法加工凹模时,其电极与凹模在连接之前,应先进行预加工,外形放1-2mm余量;然后用焊锡、粘结剂或螺钉把它们紧固连接;连接后一般采用成型磨削加工。为避免磨削误差,保证电加工后凸、凹配合均匀,电极与凸模的连接面选择在凸模的刃口端。

数控铣床是在一般铣床的基础上发展起来的,两者的加工工艺基本相同,结构也有些相似,但数控铣床是靠程序控制的自动加工机床,所以其结构也与普通铣床有很大区别。数控镗铣床和加工中心是一样的道理,伺服中走丝多少钱是主要用来镗直径比较大比较深的孔,数控铣床一般用来铣比较简单的表面,也可以铣比较浅的孔。数控镗铣床身结构是卧式的床身比较大,数控铣床的床身结构是立式的一般是小型的。供应伺服中走丝数控镗铣床有刀库可以自动换刀,数铣床没有刀库,加工过程中都是手动实现换刀。目前生产的数控镗铣床和加工中心基本可以通用,只是在加工零件镗床被限制的比较少,至于编程上,镗床钻孔的时候一般用每转进给,而加工中心一般用每分钟进给,由于镗铣床向心力比较好,滑枕能伸出很长,一般用于加工孔精度高,体积比较大的箱体类零件,镗铣床滑枕比较稳,加工表面精度比较高,好的加工中心基本可以实现。


 手机:138-5260-0778(高经理)
手机:138-5260-0778(高经理)  电话:0523-86299598
电话:0523-86299598 传真:0523-86221299
传真:0523-86221299 邮箱:cwcnc@126.com
邮箱:cwcnc@126.com 地址:
地址:
