专业数控机床厂商
全国热销售后无忧

咨询热线
138-5260-0778
139-0526-2401

专业数控机床厂商
全国热销售后无忧
咨询热线
138-5260-0778
139-0526-2401

江苏创为数控机床有限公司
总经理:高荣江
手 机:138-5260-0778
固 话:0523-86299598
传 真:0523-86221299
邮 箱:cwcnc@126.com
网 址:www.jscwcnc.com
地 址:江苏省泰州市海陵区站北路2号

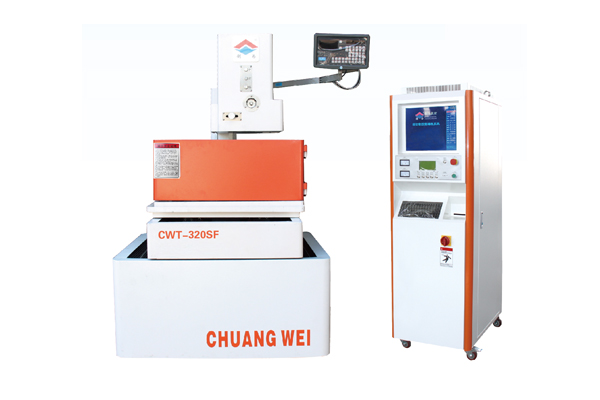
数控中走丝线切割机其工作原理: 绕在运丝筒上的电极丝沿运丝筒的回转方向以一定的速度移动,装在机床工作台上的工件由工作台按预定控制轨迹相对与电极丝做成型运动。热销电火花高速穿孔机北京脉冲电源的一极接工件,另一极接电极丝。在工件与电极丝之间总是保持一定的放电间隙且喷洒工作液,电极之间的火花放电蚀出一定的缝隙,连续不断的脉冲放电就切出了所需形状和尺寸的工件。技术在这里指出,数控中走丝线切割机比快走丝电火花线切割虽加工质量有明显提高,但它仍然属于高速走丝电火花线切割机的范畴,切割精度和光洁度仍与低速走丝机存在较大差距,且精度和光洁度的保持性也需要进一步提高。“中走丝机”具有结构简单、造价低以及使用消耗少等特点,因此也有其生存的空间,执行的标准仍然是高速走丝机的相关标准,因此生产企业在对用户的宣传上要注意,一定要实事求是。电火花高速穿孔机多少钱

热销电火花高速穿孔机北京1、速度——速度当然越快越好,但必须稳定,加工的表面没毛刺,垂直度好。 2、导轨——适合穿孔机的导轨是V型和平面结合的导轨,电火花高速穿孔机多少钱这样既保证精度,有能较大承重。电火花穿孔机被广泛使用在精密模具加工中,一般被当作电火花线切割机床的配套设备,用于电火花线切割加工的穿丝孔、化纤喷丝头、喷丝板的喷丝孔、滤板、筛板的群孔、发动机叶片、缸体的散热孔、液压、气动阀体的油路、气路孔等。
工件材料:对不经锻打、不淬火材料,在线切割加工前zui好采用低温回火消除内应力,因为如果工件的内应力没有得到消除,在切割时,有的工件会开裂,把钼丝碰断;有的会使间隙变形,把钼丝夹断或弹断。电火花高速穿孔机多少钱如淬火后t8钢在线切割加工中及易引起断丝尽量少用。切割厚铝材料时,由于排屑困难,导电块磨损较大,注意及时更换。工件装夹:虽然线切割加工过程中工件受力极小,但仍需牢固夹紧工件,防止加工过程中因工件位置变动造成断丝。同时要避免由于工件的自重和工件材料的弹性变形造成的断丝。在加工厚重工件时,可在加工快要结束时,用磁铁吸住将要下落的工件,或者人工保护下落的工件,使其平行缓慢下落从而防止断丝。电参数选择不当也是引起断丝的一个重要原因,所以要根据工件厚度选择合理的电参数,将脉冲间隔拉开一些,有利于熔化金属微粒的排出,同时峰值电流和空载电压不宜过高,否则使单个脉冲能量变大,切割速度加快,容易产生集中放电和拉弧,引起断丝。热销电火花高速穿孔机北京一般空载电压为100v左右。在电火花加工中,电弧放电是造成负极腐蚀损坏的主要因素,再加上间隙不合适,容易使某一脉冲形成电弧放电,只要电弧放电集中于某一段,就会引起断丝。根据工件厚度选择合适的放电间隙:放电间隙不能太小,否则容易产生短路,也不利于冷却和电蚀物的排出;放电间隙过大,将影响表面粗糙度及加工速度。快走丝线切割当切割厚度较大的工件时,应尽量选用大脉宽电流,同时放电间隙也要大一点,长而增强排屑效果,提高切割的稳定性。

热销电火花高速穿孔机①广泛应用于加工各种冲模。②可以加工微细异形孔、窄缝和复杂形状的工件。③加工样板和成型刀具。④加工粉末冶金模、镶拼型腔模、拉丝模、波纹板成型模。电火花高速穿孔机多少钱⑤加工硬质材料、切割薄片,切割贵重金属材料。⑥加工凸轮、特殊的齿轮。⑦适合于小批量、多品种零件的加工。

热销电火花高速穿孔机北京线切割厂家标志着冲压模先进水平的是高精度、长寿命、多工位级进模,它具有结构复杂、制造难度大、精度高、寿命长、生产效率高和低耗材耗能的特点,是我国重点发展的精密模具品种之一,线切割厂家体现高难度成形的彩管电子枪零件25工位硬质合金级进模,精度达2μm,模具在高速冲床上应用,冲制0.245mm厚的无磁不锈钢,经各道工序后,制品精度达±5μm,模具寿命3千万次以上。电火花高速穿孔机多少钱

热销电火花高速穿孔机机床拖板长期高速运行,导致丝杆和轴承磨损;刀架的重复定位精度在长期使用中产生偏差;拖板每次都能准确回到加工起点,但加工工件尺寸仍然变化。此种现象一般由主轴引起,主轴的高速转动使轴承磨损严重,导致加工尺寸变化。金属加工微信,内容不错,值得关注。电火花高速穿孔机多少钱北京解决方案:用百分表靠在刀架底部,同时通过系统编辑一个固定循环程序,检查拖板的重复定位精度,调整丝杆间隙,更换轴承;用百分表检查刀架的重复定位精度,调整机械或更换刀架;用百分表检测加工工件后是否准确回到程序起点,若可以,则检修主轴,更换轴承。


 手机:138-5260-0778(高经理)
手机:138-5260-0778(高经理)  电话:0523-86299598
电话:0523-86299598 传真:0523-86221299
传真:0523-86221299 邮箱:cwcnc@126.com
邮箱:cwcnc@126.com 地址:
地址:
